為什么越來(lái)越多的市政工程施工選擇pe管,先鋒管道生產(chǎn)的pe管質(zhì)量?jī)?yōu)良,生產(chǎn)嚴(yán)格按照標(biāo)準(zhǔn),物美價(jià)廉,完善的售后服務(wù)商,歡迎您的來(lái)電咨詢。[詳情]

西安建筑企業(yè)資質(zhì)代辦中,施工總承包資質(zhì)、專業(yè)承包資質(zhì)和勞務(wù)分包資質(zhì)是常見(jiàn)類型。由于它們涵蓋的業(yè)務(wù)范圍、承擔(dān)的工程規(guī)模不同,代辦流程和要求存在明顯差異。

巖板遠(yuǎn)程配送條件有哪些?云南巖板配送中心的鄉(xiāng)鎮(zhèn)配送有一定條件,滿足訂單量和運(yùn)費(fèi)要求的情況下,多數(shù)鄉(xiāng)鎮(zhèn)可送達(dá)。提前與配送中心溝通,能避免因配送問(wèn)題影響裝修進(jìn)度。

工業(yè)鹽酸,作為重要的工業(yè)原料之一,廣泛應(yīng)用于化工、石油、冶金等領(lǐng)域。然而,工業(yè)鹽酸的價(jià)格受到多種因素的影響,呈現(xiàn)出波動(dòng)的情況。樂(lè)陵魯樂(lè)化工經(jīng)營(yíng)有限公司小編為大家

巖板加工異形件需要額外開(kāi)模費(fèi)嗎?昆明巖板加工異形件是否收開(kāi)模費(fèi),取決于造型復(fù)雜度。提前確認(rèn)開(kāi)模費(fèi)收取標(biāo)準(zhǔn)和退還條件,能合理控制定制成本,避免隱形消費(fèi)。

如何避免巖板表面出現(xiàn)水波紋?選昆明配備進(jìn)口高精度拋光設(shè)備的廠家,砂輪粒度均勻,能減少波紋;要求廠家提供加工樣塊,檢查表面平整度;加工時(shí)控制拋光壓力和冷卻溫度,確

巖板定制如何明確責(zé)任?明確責(zé)任,簽訂合同時(shí)要寫(xiě)清售后范圍:巖板本身質(zhì)量問(wèn)題(如開(kāi)裂、變色)免費(fèi)退換;加工誤差導(dǎo)致的安裝問(wèn)題,廠家負(fù)責(zé)重新加工;配送過(guò)程中的損壞,
即然要做西安建筑資質(zhì)轉(zhuǎn)讓辦理,在其中就會(huì)涉及許多的情況,如何去解決困難是我們需要掌握的。我們大家可以立即的去考慮到各種各樣事兒,把全部轉(zhuǎn)讓的工作中都做得更為的穩(wěn)

巖板配送能到偏遠(yuǎn)地區(qū)嗎?偏遠(yuǎn)地區(qū)配送,可選擇云南有自有運(yùn)輸車隊(duì)的巖板廠家,他們能根據(jù)路況安排合適車輛,直達(dá)工地。若廠家無(wú)法直達(dá),可協(xié)商送到就近物流點(diǎn),再雇車轉(zhuǎn)運(yùn)

如何保證巖板邊緣光滑?邊緣粗糙多因加工設(shè)備和工藝差。一些小廠家用普通切割機(jī)加工巖板,刀片不夠鋒利,切割時(shí)邊緣易出現(xiàn)毛邊、崩裂;后期打磨不到位,也會(huì)讓邊緣粗糙。而

巖板安裝如何閉坑?避免被坑,要讓昆明巖板安裝團(tuán)隊(duì)列出詳細(xì)收費(fèi)清單,標(biāo)明各項(xiàng)費(fèi)用,如基礎(chǔ)安裝費(fèi)、特殊加工費(fèi)、運(yùn)輸費(fèi)等,是否有其他附加費(fèi);簽訂合同,注明費(fèi)用包含內(nèi)容
控制與優(yōu)化流程:在智能制造環(huán)境中,掃描閥以其的流量控制能力,成為生產(chǎn)線自動(dòng)化設(shè)備中的關(guān)鍵組件。
福州網(wǎng)站建設(shè)帶您了解做一個(gè)自適應(yīng)網(wǎng)站有什么好處呢? 三端響應(yīng)網(wǎng)站打破了傳統(tǒng)網(wǎng)站的束縛,許多復(fù)雜的文本解釋可以簡(jiǎn)單地用照片代替,更不用說(shuō)讓搜索者抗拒,今天很多人喜歡接受簡(jiǎn)單的事情,喜歡看簡(jiǎn)短的文本,三端響應(yīng)網(wǎng)站也繁殖,讓人們不再擔(dān)心跟上時(shí)代的步伐,強(qiáng)大的網(wǎng)絡(luò)公司可以看到市場(chǎng)商機(jī),隨著發(fā)展趨勢(shì)的變化,沒(méi)有強(qiáng)大的網(wǎng)絡(luò)公司可能愿意墮落一塵不變的設(shè)計(jì)風(fēng)格,不聽(tīng)建議沒(méi)有改變,只能進(jìn)入絕地。

如今隨著人們的生活水平的不斷提高,以及人們對(duì)于生活質(zhì)量和品質(zhì)的追求的提升,中央空調(diào)逐漸的走入人們的日常生活,家用中央空調(diào)已成為現(xiàn)代建筑必須具備的條件之一。
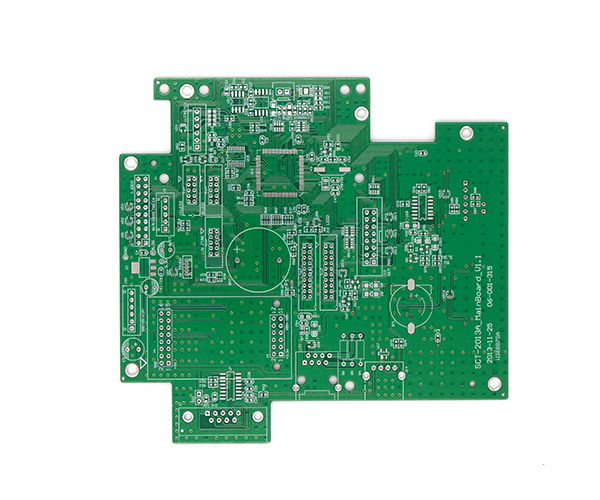
在表面貼裝技術(shù)(SMT)中,使用的貼片材料種類繁多,這些材料對(duì)于實(shí)現(xiàn)電路板的高密度、高性能和小型化至關(guān)重要。以下是一些常見(jiàn)的SMT貼片材料:

又是新的一天,要為自己的生活加油,小編也每天很努力,讓自己每天活力滿滿,也是為夢(mèng)想加油的一天,讓自己每天的生活更加的有意義,現(xiàn)在就和小編一起看一下關(guān)于改性瀝青防水卷材施工方法及施工工序 ,小編現(xiàn)在就和大家一起來(lái)看一下吧。

阻燃、耐熱性能很好,可在130度高溫下長(zhǎng)期使用而不變形,而且重要的遇火不燃。在行車道下直接埋沒(méi)不需要混凝土的保護(hù)層,強(qiáng)度很高。

當(dāng)母線槽垂直鋪設(shè)在地面以上1.8m時(shí),安裝支架應(yīng)與通道側(cè)板鉆孔并用M6-M8螺栓緊固。母線槽的拐角處和與插件盒的連接處應(yīng)加支架。支架成排安裝時(shí),支架應(yīng)排列整齊,間距均勻。一般如何安裝低壓母線槽?常用的安裝方法有哪些?

夜景燈光亮化如何設(shè)計(jì)?城市夜景燈光亮可以強(qiáng)調(diào)出商業(yè)綜合體主要、精髓的部分,成為明亮的“圖”,凸現(xiàn)結(jié)構(gòu),易于識(shí)別,體現(xiàn)方位感、層次感、立體感。此外,綜合體的夜景照明設(shè)計(jì)還可以與周圍環(huán)境地域結(jié)合,成為巨大尺度的燈光藝術(shù)作品,強(qiáng)化區(qū)域氣氛。

大功率穿心電容的損耗大小取決于多個(gè)因素,包括電容的材料、結(jié)構(gòu)、工作頻率和應(yīng)用環(huán)境等。一般來(lái)說(shuō),電容的損耗可以通過(guò)其等效串聯(lián)電阻(ESR)來(lái)衡量。ESR越小,損耗越低。
家電清洗行業(yè)市場(chǎng)分析,為什么要清洗家用電器? 近年來(lái),隨著家電行業(yè)的迅猛發(fā)展,售后服務(wù)行業(yè)也異軍突起。作為后市場(chǎng)消費(fèi)的核心服務(wù)之一

福州雙壁波紋管到工地后的驗(yàn)收流程是確保產(chǎn)品質(zhì)量和施工順利進(jìn)行的重要環(huán)節(jié)。以下是一個(gè)詳細(xì)的驗(yàn)收流程,涵蓋了從到貨檢查到驗(yàn)收的各個(gè)步驟。

小間距LED顯示屏因其高分辨率和優(yōu)良的圖像質(zhì)量,廣泛應(yīng)用于廣告、演出、會(huì)議室、展覽等場(chǎng)合。隨著市場(chǎng)需求的增長(zhǎng),量身定制小間距LED顯示屏成為一種趨勢(shì),以滿足不同用戶的具體需求。
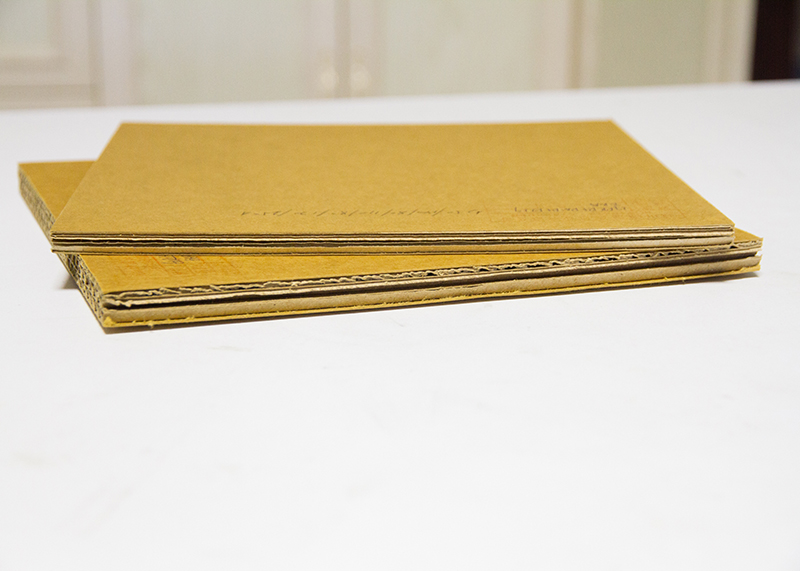
瓦楞紙箱由瓦楞、瓦楞、釘箱或膠合箱制成,瓦楞模切而成,用途廣泛。它有什么實(shí)力迅速占領(lǐng)市場(chǎng)的呢,下面就簡(jiǎn)單介紹一下。1.類型:瓦楞紙箱品種繁多,款式新穎,新品種不斷涌現(xiàn)。目前常用的結(jié)構(gòu)形式有三種:挖箱、組合箱和折疊箱。2.尺寸:瓦楞紙箱的尺寸分為內(nèi)徑尺寸和外徑尺寸,一般以毫米為單位,易于更換,能快速適應(yīng)各種物品的包裝。
太原POS機(jī)服務(wù)商教您如何挑選合適的POS機(jī),POS機(jī)全國(guó)招商,有興趣推廣POS機(jī)可以致電18135183111微信同號(hào)

每個(gè)人對(duì)紙箱印刷品都不陌生。我們平時(shí)買的很多物品和衣服都是用紙箱印刷品盛放的,比如各種家電、各種食品、各種快遞郵件。由于紙箱印刷品在我們生活中的廣泛應(yīng)用,許多印刷企業(yè)將積極抓住這一印刷品種。那么如何加工制作紙箱包裝?

改色膜能夠持續(xù)的時(shí)間長(zhǎng)短,取決于所選擇的改色膜材質(zhì)是什么。就目前的市場(chǎng)情況而言,市面上可見(jiàn)的改色膜材質(zhì)主要有PVC和TPU基材的,兩種材質(zhì)的改色膜能夠持續(xù)的時(shí)間是不一樣的。

道路的防撞護(hù)欄作為交通安全設(shè)施,主要用于保護(hù)行人及車輛的安全,防止交通事故的發(fā)生。為了確保其有效性和安全性,防撞護(hù)欄安裝?時(shí)需要遵循一系列規(guī)范。以下是關(guān)于道路防撞護(hù)欄的安裝規(guī)范的詳細(xì)說(shuō)明。
西安建筑企業(yè)資質(zhì)代辦中,施工總承包資質(zhì)、專業(yè)承包資質(zhì)和勞務(wù)分包資質(zhì)是常見(jiàn)類型。由于它們涵蓋的業(yè)務(wù)范圍、承擔(dān)的工程規(guī)模不同,代辦流程和要求存在明顯差異。

在如今的包裝領(lǐng)域,珍珠棉內(nèi)托以其好的性能好,成為眾多產(chǎn)品的理想包裝選擇。 珍珠棉內(nèi)托具有好的緩沖性能,能夠有效吸收和分散外界的沖擊力,為您的產(chǎn)品提供各方面的保護(hù)。無(wú)論是易碎的玻璃制品、精密的電子產(chǎn)品,還是嬌貴的工藝品,珍珠棉內(nèi)托都能像忠誠(chéng)的衛(wèi)士一樣,確保它們?cè)谶\(yùn)輸和儲(chǔ)存過(guò)程中安然無(wú)恙

建設(shè)水質(zhì)實(shí)驗(yàn)室需要遵循一系列標(biāo)準(zhǔn)和規(guī)范,以確保實(shí)驗(yàn)室的功能性、效率和安全性。以下是福州水質(zhì)實(shí)驗(yàn)室建設(shè)的一些關(guān)鍵標(biāo)準(zhǔn)和規(guī)范要點(diǎn):
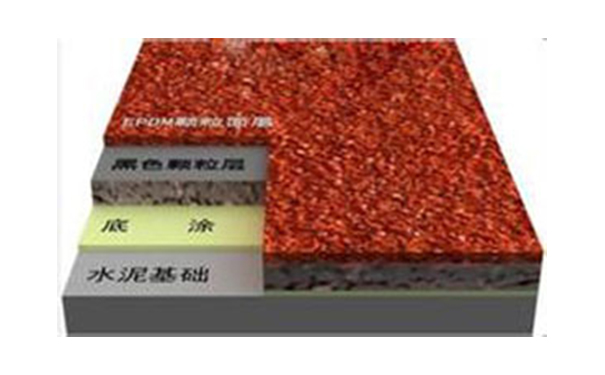
安順?biāo)苣z跑道公司主要從事建筑工程、塑膠場(chǎng)地鋪設(shè)、人造草坪鋪設(shè);PVC塑膠地板鋪設(shè);園林綠化設(shè)計(jì);

1,這種情況一般在室外下雨,雨水滲入畫(huà)里,丙烯表面干后成膜,里面顏料還沒(méi)干透,雨水像吹氣球一樣把它撐鼓起來(lái)成“水泡”。

福州醫(yī)用觀片燈是一種用于觀察和診斷醫(yī)學(xué)影像的設(shè)備,常用于放射科、病理科等科室。正確使用觀片燈不僅能提高診斷的準(zhǔn)確性,還能延長(zhǎng)設(shè)備的使用壽命。以下是使用醫(yī)用觀片燈時(shí)需要注意的事項(xiàng):

當(dāng)管道泵電機(jī)軸承漏油時(shí),除了更換密封圈外,還需要注意以下幾個(gè)方面,以確保問(wèn)題得到徹底解決并延長(zhǎng)設(shè)備的使用壽命:
巖板遠(yuǎn)程配送條件有哪些?云南巖板配送中心的鄉(xiāng)鎮(zhèn)配送有一定條件,滿足訂單量和運(yùn)費(fèi)要求的情況下,多數(shù)鄉(xiāng)鎮(zhèn)可送達(dá)。提前與配送中心溝通,能避免因配送問(wèn)題影響裝修進(jìn)度。
船舶定位是確保海上航行安全、提高船舶運(yùn)營(yíng)效率的重要環(huán)節(jié)。隨著科技的進(jìn)步,船舶定位的方法也日益多樣化。以下是幾種主要的船舶定位方法:

福建智慧廁所的語(yǔ)音播報(bào)功能可以通過(guò)多種方式關(guān)閉,具體方法可能因品牌和型號(hào)的不同而有所差異。

高爐噴吹煤粉作為一項(xiàng)重要的煉鐵技術(shù),在現(xiàn)代鋼鐵生產(chǎn)中發(fā)揮著關(guān)鍵作用,對(duì)高爐冶煉有著多方面的影響。

降水打井是一種常見(jiàn)的地下水開(kāi)采方法,可有效解決干旱地區(qū)的水資源短缺問(wèn)題。以下是降水打井的施工流程: 地質(zhì)勘探:在降水打井施工前,需要進(jìn)行地質(zhì)勘探,了解地下巖層結(jié)構(gòu)、賦水條件等,以確定打井位置。
工業(yè)鹽酸,作為重要的工業(yè)原料之一,廣泛應(yīng)用于化工、石油、冶金等領(lǐng)域。然而,工業(yè)鹽酸的價(jià)格受到多種因素的影響,呈現(xiàn)出波動(dòng)的情況。樂(lè)陵魯樂(lè)化工經(jīng)營(yíng)有限公司小編為大家講解工業(yè)鹽酸價(jià)格的影響因素和市場(chǎng)前景。

眾邦優(yōu)創(chuàng)(深圳)科技有限公司,主要給大型企業(yè)提供企???業(yè)內(nèi)部管理系統(tǒng)解決方案,同時(shí)也為中小微企業(yè)提供數(shù)智化轉(zhuǎn)型方案,提供云財(cái)稅、云進(jìn)銷存、全在線數(shù)智云服務(wù)、人財(cái)貨客一體化管理服務(wù),成就中小微企業(yè)管理,通過(guò)技術(shù)賦能,幫助小微企業(yè)實(shí)現(xiàn)人員在線、業(yè)務(wù)在線、客戶在線,改變傳統(tǒng)的經(jīng)營(yíng)業(yè)態(tài),推動(dòng)數(shù)智化升級(jí)轉(zhuǎn)型,提升管理效率。

液壓電梯是一種通過(guò)液壓油缸驅(qū)動(dòng)的電梯,它的主要優(yōu)點(diǎn)是安裝簡(jiǎn)便、運(yùn)行穩(wěn)定。這種類型的電梯在安裝時(shí)無(wú)需額外的機(jī)房,節(jié)省了空間。曳引式家用電梯是現(xiàn)在相當(dāng)常見(jiàn),應(yīng)用范圍廣、普及度相當(dāng)高的家用電梯類型,也非常受市場(chǎng)歡迎。那么曳引機(jī)電梯和液壓電梯哪種好?別墅安裝哪種?

上海充電樁專用電纜的使用標(biāo)準(zhǔn)是確保電動(dòng)汽車充電過(guò)程安全和可靠的關(guān)鍵。以下是一些常見(jiàn)的使用標(biāo)準(zhǔn)和注意事項(xiàng):

西安容溪商貿(mào)有限公司是一家集經(jīng)銷批發(fā)、招商代理的有限責(zé)任公司,個(gè)人防護(hù)勞保用品和洗滌用品等是西安容溪商貿(mào)有限公司的主營(yíng)產(chǎn)品。歡迎各位前來(lái)咨詢:029-82489745
從初見(jiàn)到相愛(ài)承包你一整個(gè)的西服流程 ??初見(jiàn)時(shí)的傾心,相愛(ài)時(shí)的交融,與心愛(ài)的人相愛(ài)的每一個(gè)過(guò)程我們都希望是美好的。在這一過(guò)程中

水泥漏糞板的價(jià)格因地區(qū)、牌子、規(guī)格等因素而異。一般來(lái)說(shuō),質(zhì)量較好的水泥漏糞板價(jià)格較高,而普通的水泥漏糞板價(jià)格相對(duì)較低。具體價(jià)格還需要根據(jù)實(shí)際需求和預(yù)算進(jìn)行選擇。尺寸和價(jià)格因地區(qū)、牌子、規(guī)格等因素而異。那么水泥漏糞板常規(guī)尺寸有哪些?






